
CNC machines are the wonder of the modern age. And, tool holders and BTs and BBTs as the subcategories of tool holders fulfill an important function for CNC machines.This article informs you about the types, function, difference, gauging and much more things about tool holders, BTs and BBTs.
Numerical control refers to the automatic control, not manual control, of machines, and its history goes back to as early as the 1940s when John T. Parsons managed to control a machine using punched cards with a coordinate position system. This system evolved into computer numerical control with the development of computers. Today, machine tools are programmed to perform operations at the highest precision and speed.
CNC machines are made of different parts. Two major parts are the spindle and the cutting tool. The spindle is the source of power, and its main functions are to operate the cutting tool and adjust its precision. Thus, the cutting tool performs the operations such as drilling, milling or boring. This said, an interface part is needed between these two against possible damages to them. This part Is called tool holder. The main responsibility of tool holders is to provide the necessary margin between the spindle and the cutting tool. Otherwise, these parts would be damaged due to the friction caused by the direct connection. Tool holders provide a secure connection and thus play a crucial role in ensuring the balance, runout accuracy and gripping power of CNC machines.

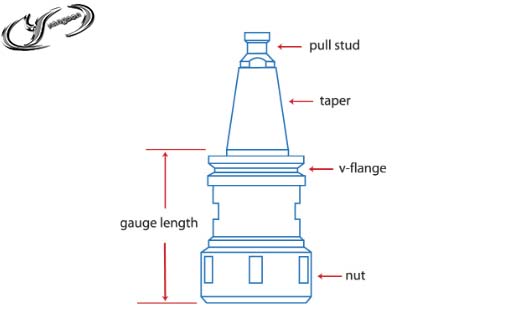
A tool holder generally consists of four parts:
Pull studs (retention knobs): Pull studs attach tool holders to the spindle and keep them attached to it. Without this part, tool holders would fly out of the spindle. In the process of the operation of the machine, it is lifted by the clamping set of the spindle, allowing for the pulling of the tool holder into the spindle’s mount.
The taper: The taper is the attachment point of the tool holder to the spindle. It is in a conical shape. It fits into the female socket in the spindle and thus secures the tool holder to the spindle.
The flange: When the automatic tool changer is moved from the tool holder, it is the part where the tool changer is attached.
The collet pocket: The collet goes in the collect pocket so that it can be secured by collet nuts.
There are numerous types of tool holders in different sizes and standards and for different purposes. It would be hard for even operators to know all types of tool holders. Yet, we can mention these basic types of tool holders:
Collet chucks:
They are popular tool holders with their easy attachment and high gripping force. They have different types like “draw-in” and “push-out”.
Drill chucks:
They can be basically categorized as “keyed chucks” and “keyless chucks”. For keyed chucks, you use a key to tighten the holder. Keyless chucks can be tightened by hand. Drill chucks have been in use for many years and are ideal for uncomplicated operations at small workshops.
End mill holders:
They are simple and inexpensive tool holders, but they have a short lifespan.
Shrink chucks:
They are heated and thus may be adjusted to shanks in different sizes. A special device is used for heating the shrink chuck. The device automatically heat the chuck to achieve the desired rigidity and precision without being dependent on the operator’s skill.
ER holders:
These holders are mostly preferred for their high runout, good grip and reasonable price. They are also more versatile than other holders and can easily fit in any kind of shank. However, they require more care and training. First, a correct collet should be used for a particular shank. Then, they should be torqued properly. Finally, they should be assembled in a clean way. If all these are done properly, ER holders will give their desired performance.
Milling chucks:
Needle bearings inside milling chucks create a changing inclination making pressure on the body, which increases the gripping strength considerably. It can be said that milling chucks have 5 times more gripping power than an ordinary holder. Tightening them too much may cause runout problems due to the high pressure on needle bearings, so many manuals advise to back them off a bit after tightening them fully.
Hydraulic chucks:
Fluid oil is used to increase the pressure and grip. It can be easily tightened using a hexagonal wrench. These chucks offer high run-out accuracy and reduce the vibration extremely. On the other hand, its main disadvantages is low rigidity.
•First, you should choose the correct size suitable for your workshop or factory. While a BT30 can do a great job for a small workshop, it may not be enough for big factories.
•The location of the workplace is also important. While European choose to use HSK holders, Americans tend to use CAT holders. As an international alternative, you can opt for BT holders.
•For the highest accuracy at high speeds, you can prefer advance-technology holders like BBT or HSK.
•If you want versatility, ER holders would be a great choice for you. These holders enjoy collets in almost all sizes.
•For simple work pieces, simple and inexpensive tool holders like end mill holders would be enough. As a result, you do not have to make a big investment in tool holders.
•Ultimately, you should not neglect to make your investment in the top-notch tool holders that you need. Keep in mind that this investment will turn into productivity and profits in the long run.
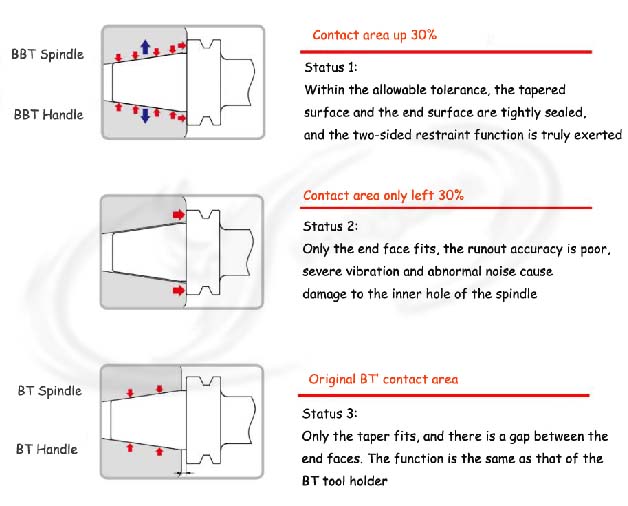
Different standards have been developed for the tooling management of CNC machines. The standard used for tapers in Europe is SK or ISO. HSK is a developed version of SK tool holders, with double-contact feature. The size of their tapers is 1:10. The double-contact feature enhances the performance of HSK tool holders in different aspects. Americans use the CAT standard. And, BT is an advanced form of the CAT standard developed by the Japanese tool holder industry. In fact, It is the abbreviation of ‘Bottle Grip Taper’. Their taper size is 7:24, They have different sizes according to the diameter of the taper like BT30, BT40 and BT50. BBT refers to ‘Big Plus BT’ tapers, just as BCB refers to Big Plus CAT tapers. The Big Plus technology involves dual-contact spindle. The shank touches the spindle on both the spindle face and the flange face. Below, we will explain more about BBT tool holders and elaborate on their superiorities over BT tool holders.

BT refers to conventional tool holders in which the spindle only contact the taper after the clamping. In these tools, there is a significant space between the spindle face and flange face. This space badly affects the performance of the tool holder and CNC machine in terms of rigidity, runout, deflection and some other factors.
 |
||||
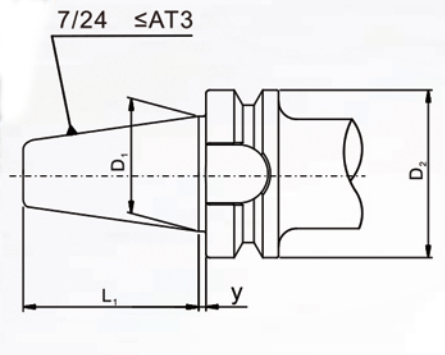
| Specification (mm) | L1 | D1 | D2 | y |
| BT30 | 48.4 | Φ31.75 | Φ46 | 1.0 |
| BT40 | 65.4 | Φ44.45 | Φ63 | 1.0 |
| BT50 | 101.8 | Φ69.85 | Φ100 | 1.5 |
BT Tool Holders Specification
In the beginning of 1990s, machinists in Japan thought that tool holders could perform better if this space was removed and they developed the Big Plus technology. We shorty name it BBT. This technology is also called dual -contact technology. In BBT tools holders, there is both a face contact and taper contact. In other words, after the clamping of the spindle and tool holder, the face of the spindle and the face of flange, a part of the tool holder, contacts as well as the spindle and tool holder contacts on the taper. As a result, there will be no space between the spindle and tool holder.
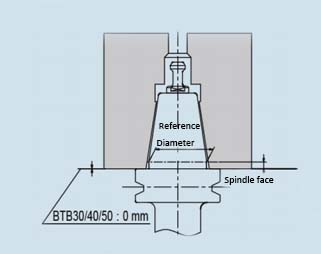
Once this space is covered, the tool holder and the spindle act in the same way as if they are a single unit. The space is covered by making extensions to both the spindle and tool holder. So, we have both Big Plus spindles and Big Plus tool holders. When a standard non-BBT tool holder is placed into a standard non-BBT spindle, there is approximately 3 mm gap from bottom of the flange face to the top of the spindle face. To cover this gap, the flange face is extended 1.5 mm, and the spindle face is extended 1.5. In short, the gap is shared in half by making additions to the flange face and spindle face. Eventually, we have a taper contact on the inside and a face contact on the outside.
For the best performance, it is ideal to have both a BBT tool holder and a BBT spindle. Many machine builders produce BBT spindles. If you use either of the BBT tool holder or the BBT spindle, you can cover only the half of the gap. Thinking that you have a CNC machine with a BBT spindle, it will be the best to use a BBT tool holder.
Double contact enables a strong spindle-tool holder connection. The larger contact area makes BBT tools holder advantageous over BT tool holders. These advantages will be explained below.
BBT tool holders outperform BT tool holders in several aspects when your CNC machine is operated under the same parameters. In the first place, BBT tool holders operate smoothly and no audible chatter is heard during its operation. Secondly, as a result of such smooth process, no chatter marks are seen on the surface finish. In short, we can say that BBT tools holders are superior to BT tool holders. Now let us compare these two tool holders to see why and how BBTs are superior to BTs.
•The BBT contact area is larger than the BT contact area, which improves the stability of the spindle and tool holder, suppresses vibration, easily exerts heavy cutting ability, and has better surface roughness.
 |
 |
Machine tool: YSV-957 Tool handle: BBT40/BT40 Tool: End Mill (D20) Cutting amount: 1.0mm |
| Good surface finish | Slight knives on the surface |
•As we said above, the dual-contact feature of BBTs increases the cutting performance considerably and concurrently ensures the high accuracy. In that way, you can achieve an error-free production process at high speeds. This means that the mass production of your top-notch products can be performed in a short time, allowing you to have a competitive advantage over your rivals in your market and be ahead of them.The larger the contact area, the higher the bonding rate and the higher the processing rigidity. The following table shows the fitting of BBT handle and BT handle area, increasing the processing rigidity by an average of 30%.
| Model | BT | BT | Percentage | |
 |
 |
 |
||
| BT30 | 2539 | 2539 | 767 | ↑30% |
| BT40 | 4820 | 4820 | 1422 | ↑29% |
| BT50 |
11803 |
11803 | 3791 | ↑32% |
•BBT tool holders enhance the repeatability of the automatic tool changer (ATC). BBTs create zero runout, so the tool holder precisely gets into the spindle, which increases the repeatability.
•The double-sided binding spindle of BBTs also prevents the axial displacement of the holder at high speeds.
•BBTs prevent the fretting corrosion caused by heavy cutting.
•In boring operations, you have a better roundness with BBTs.
•Good interchangeability, CNC machine tools produced by cncyangsen are equipped with double-sided binding BBT spindles with excellent performance, which is of great help to improve cutting performance and machining accuracy. One of the advantages of double-sided binding spindles is that ordinary BT tool holders can continue to be used.
| / | BT spindle | BBT spindle |
| BT handle |  |
 |
| BTB handle |  |
 |
So, if you are still using conventional tool holders like BTs. it is high time for you to make your investment in BBTs to have these advantages.
BBT tool holders should be gauged according to the standards of the Big Plus trademark. Such gauging is necessary to achieve full contact, which is the essence of the Big Plus technology. To do this, pre-determined tolerances should not be exceeded. Here, we have three different gauges to ensure this: taper draw arbor, ring gauge, and face measuring equipment.
Taper draw arbor is the most important gauge. It is essentially used to determine how deep the tool holder taper will draw into the spindle upon the activation of the retention system. This ultimately determines what tolerance should be for the position of the face.
A ring gauge is used to ensure that the spindle is in the right place in the right tolerance. The right tolerance is determined according to the specifications of spindle builders. There is a chip embedded in the ring gauge to record the calibration data. And, measuring equipment is used to make measurements for the calibrations stated above.
BBTs are the most advance tool holders that assure the best performance of CNC machines. With these tool holders, you will have increased accuracy, higher rigidity and superior finishes. You will also have no runout, minimal deflection and less vibration. In addition, the lifespan of your CNC machine and cutting tool will be extended with these tool holders.
Using these tool holders will considerably increase your production capacity and reduce your production costs. You will also easily perform mass production processes in a short time. All these mean that you will be ahead of your rivals in your competition with them in your sector. Keep in mind that investing in high technology will be always profitable for you in the long run, Maybe, it is the rightest time for you now to invest in BBT tool holders.
Tel : +86-592-6682467
WhatsApp : +86-18359729483
Email : info@cncyangsen.com
Address : No. 586-590 Shanbian Rd. Dongfu Industrial Zone Haicang Dist, Xiamen, Fujian Province, China 361027












